De Injectie van de metaal Ononderbroken Multiholte het Vormen het Stempelen Matrijzenhoge snelheid het Stempelen Hulpmiddel
-
Hoog licht
De Injectie van de metaal het Multiholte Vormen
,Het ononderbroken Multiholteinjectie Vormen
,Matrijzenhoge snelheid die T stempelen
-
VormmateriaalKD11, P20/718/738/NAK80/S136, V30, MiSUMi.etc. , #45
-
ProductnaamMetaal het stempelen vorm
-
MateriaalStaal, Aluminiumlegering, Staallegering of Aangepast, Messingslegering
-
holteEnige, Enige & Multiholte, 1 of 2 holten
-
Het vormleven250000-300000shots
-
OppervlaktebehandelingZand het Vernietigen, het Oppoetsen, het Borstelen, Chrome enz., het Ultrasone machinaal bewerken
-
ToepassingDe Vorm van het industriële, Huishoudenproduct, auto, auto, Metaal het Stempelen Ponsenmatrijs
-
Plaats van herkomstChina Shenzhen
-
MerknaamTec-Key
-
CertificeringISO9001:2015
-
Modelnummer001
-
Min. bestelaantal1 reeks
-
PrijsUSD1000 set
-
Verpakking DetailsHouten kader + ijzerkader + kaartplaat
-
Levertijd5-8 het werkdagen
-
BetalingsconditiesT/T
-
Levering vermogen100 reeksen maand
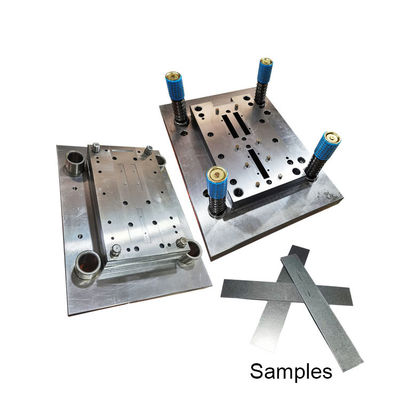
De Injectie van de metaal Ononderbroken Multiholte het Vormen het Stempelen Matrijzenhoge snelheid het Stempelen Hulpmiddel
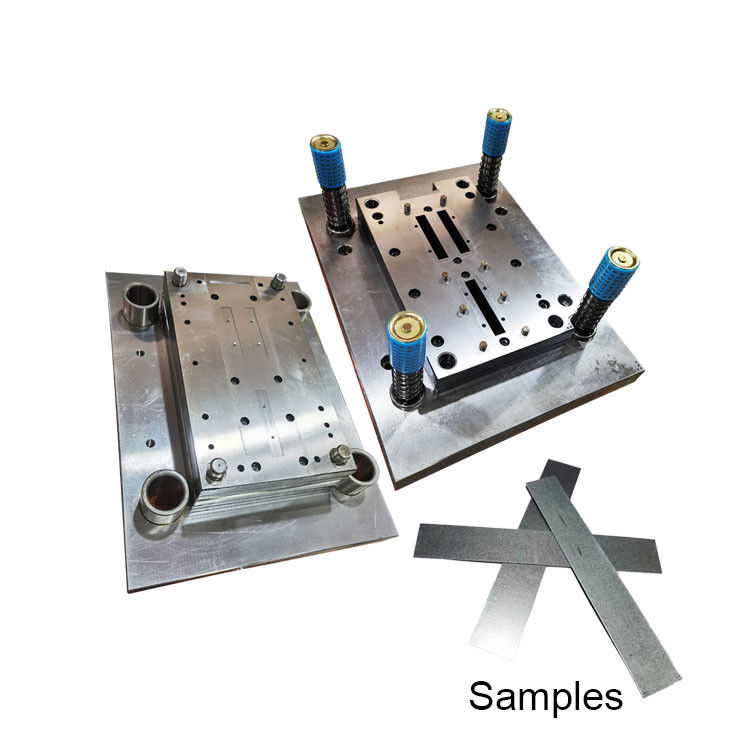
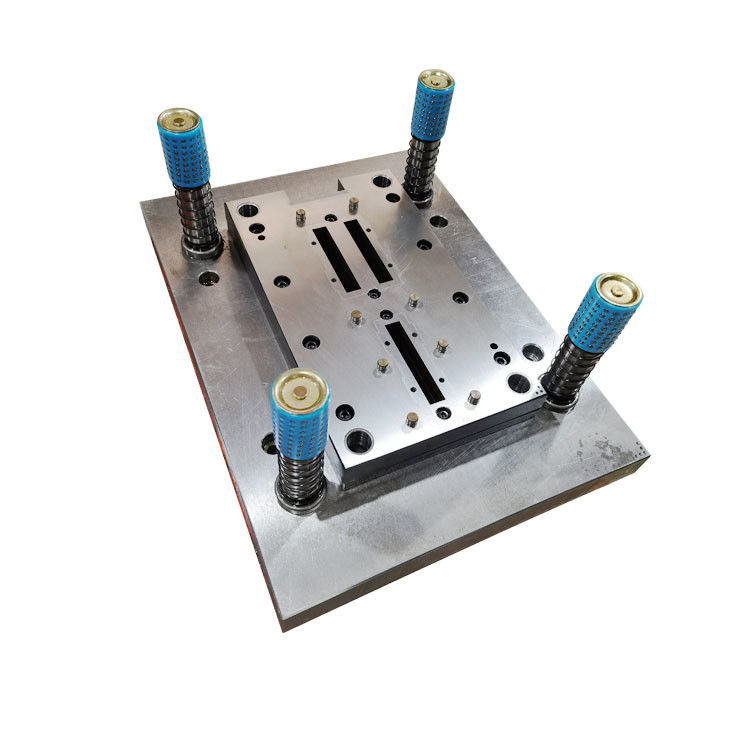
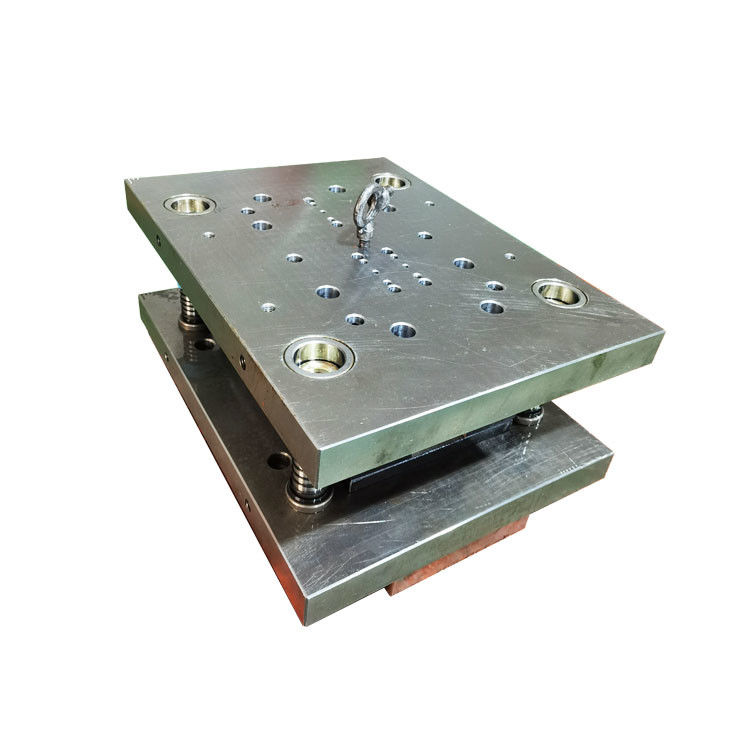


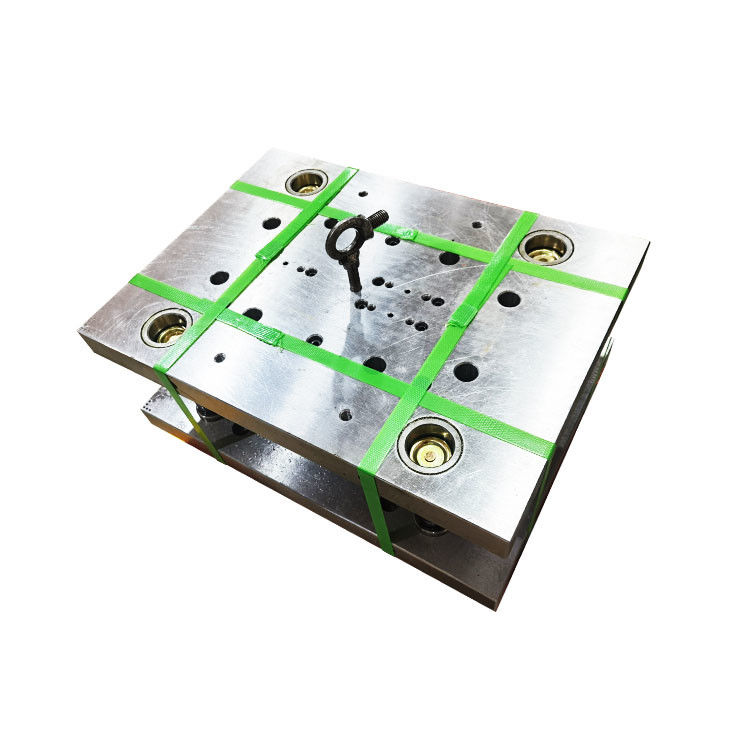
Het metaal van de precisie multi - post, multi - holte ononderbroken het stempelen matrijs, hoge snelheid het stempelen hulpmiddel
Het stempelen de matrijs is een speciaal procesmateriaal dat materialen (metaal of non-metal) in delen verwerkt (of semi
geëindigd - producten) in koude het stempelen verwerking. Het wordt genoemd koude die het stempelen matrijs (algemeen als het koude stempelen wordt bekend
sterf). Het stempelen is een drukverwerkingsprocédé dat een matrijs opgezet op een pers gebruikt om druk op een materiaal uit te oefenen
bij kamertemperatuur om scheiding of plastic misvorming te veroorzaken, om de vereiste delen te verkrijgen.
Volgens de aard van het proces
a. Matrijs waar de blanking matrijs het materiaal langs een gesloten of open profiel scheidt. Zoals blanking matrijs, ponsen
matrijs, het snijden matrijs, insnijdingsmatrijs, het snijden matrijs, het snijden matrijs, enz.
b. Buigende matrijzena matrijs die de spatie of andere spatie om volgens een rechte lijn (buigende lijn) veroorzaakt te buigen en te misvormen
om een werkstuk van een bepaalde Hoek en een vorm te verkrijgen.
c. De diepe tekeningsmatrijs is een matrijs die de spatie van bladmetaal in open holle delen, maakt of de holle delen maakt
verander verder van vorm en rangschik.
d. Het vormen zich de matrijs is het lege of half afgewerkte werkstuk volgens de vorm van de convexe en concave matrijs
direct het gekopieerde veroorzaken vormen zich, en het materiaal zelf slechts lokale plastic misvorming van de matrijs. Zoals
doende zwellen matrijs, het krimpen matrijs, van een flens voorziend matrijs, die matrijs etc. van een flens voorziet.
e. Het vastnagelen van matrijs moet externe krachten gebruiken om de deelnemende delen in een bepaalde orde samen te verbinden of te omwikkelen en
de manier, en vormt dan een geheel
Classificatie volgens de graad van procescombinatie
a. De enige procesmatrijs wordt slechts één het stempelen procédé matrijs voltooid in één slag van de pers.
b. De samenstellingsmatrijs heeft slechts één post. In één slag van de pers, kunnen twee of meer het stempelen procédés zijn
tegelijkertijd voltooid bij dezelfde post.
c. De progressieve die matrijs (ook als ononderbroken matrijs wordt bekend) heeft twee of meer posten in de het voeden richting van
spatie. In één slag van de pers, worden twee of meer het stempelen procédés voltooid opeenvolgend bij verschillende posten.
d. De overdrachtvorm integreerde de kenmerken van enig-procesvorm en progressieve vorm, het gebruik van manipulator
het overdrachtsysteem, om snelle in-vormoverdracht van producten te bereiken, kan de productieefficiency van zeer verbeteren
de producten, verminderen productiekosten, sparen materiële kosten, en stabiele en betrouwbare kwaliteit.
Vorm materiële selectie
De materialen door te stempelen worden geproduceerd zijn staal, harde legering, harde legering staal-in entrepot, op zink-gebaseerde legering, met een laag smeltpunt die
puntlegering, aluminiumbrons, polymeermaterialen etc. _meesten van de materiaal gebruiken voor vervaardigen stempelen
de matrijzen zijn staal. De algemeen gebruikte types van materialen voor werkende delen van matrijzen zijn: het staal van het koolstofhulpmiddel, lage legering
hulpmiddelstaal, hoge koolstof en hoog chromium of het middelgrote staal van het chromiumhulpmiddel, het middelgrote staal van de koolstoflegering, hoge snelheid
staal, matrijsstaal, harde legering, harde legering staal-in entrepot etc.
Tijdens het stempelen matrijzenproductie, worden diverse metaal en non-metal materialen gebruikt, hoofdzakelijk koolstofstaal,
legeringsstaal, gietijzer, legering uit gegoten staal, harde, puntlegering met een laag smeltpunt, de legering van de zinkbasis, aluminiumbrons,
synthetische hars, polyurethaan rubber, plastic, gelamineerd berkehout etc.
De materialen voor de productie van vormen worden vereist om hoge hardheid, slijtageweerstand te hebben met hoge weerstand, hoge,
aangewezen hardheid, hoge hardenability, geen misvorming (of weinig misvorming) tijdens thermische behandeling en nr
het barsten tijdens het doven.
Basisclassificatie
a. Het staal van het koolstofhulpmiddel
T8A, T10A etc. zijn het wijdst gebruikte staal van het koolstofhulpmiddel in de vorm. Hun voordelen zijn het goede machinaal bewerken
prestaties en lage prijs. Maar hardenability en de hardheid zijn slecht, is de thermische behandelingsmisvorming groot, het dragen
de capaciteit is laag.
b. Het lage staal van het legeringshulpmiddel
Het lage staal van het legeringshulpmiddel is gebaseerd op het staal van het koolstofhulpmiddel met aangewezen het legeren elementen. Vergeleken met koolstofhulpmiddel
het staal, het vermindert de tendens van het doven van misvorming en het barsten, verbetert hardenability van staal en heeft
betere slijtageweerstand. Het low-alloy staal voor vorm productie wordt gebruikt is CrWMn, 9Mn2V, 7CrSiMnMoV (code CH-1 die),
6CrNiSiMnMoV (code GD), enz.
c. Hoge koolstof en het hoge staal van het chromiumhulpmiddel
Zijn de algemeen gebruikte hoge koolstof en het hoge staal van het chromiumhulpmiddel Cr12 en Cr12MoV, Cr12Mo1V1 (code D2), SKD11, hebben zij
goede hardenability, hardenability en slijtage de weerstand, thermische behandelingsmisvorming zijn kleine, hoge slijtageweerstand
van de micro- het staal misvormingsmatrijs, lagercapaciteit tweede slechts aan hoge snelheidsstaal. Nochtans, is de carbidescheiding
ernstig, zodat moet het worden verstoord herhaaldelijk (het as verstoren, het radiale verstoren) om het niet-homogeen karakter van te verminderen
het carbide en verbetert de de dienstprestaties.
d. Hoog het hulpmiddelstaal van het koolstof middelgroot chroom
Het hoge het hulpmiddelstaal van het koolstof middelgrote die chromium voor matrijs wordt gebruikt omvat Cr4W2MoV, Cr6WV, Cr5MoV, enz., hun chromiuminhoud
is laag, is het eutectische carbide minder, is de carbidedistributie eenvormig, is de thermische behandelingsmisvorming klein, en zij
heb goede hardenability en dimensionale stabiliteit. Vergeleken met de hoge koolstof en het hoge chromiumstaal met meer
de ernstige carbidescheiding, de eigenschappen is beter.
e. Hoge snelheidsstaal
Het hoge snelheidsstaal heeft de hoogste hardheid, de slijtageweerstand en de samenpersende sterkte van matrijzenstaal, en de hoge lading
capaciteit. Zijn de algemeen gebruikte vormen W18Cr4V (code 8-4-1) en W6Mo5 Cr4V2 (code 6-5-4-2, de merknaam M2 van de V.S.) met minder
wolframinhoud, evenals koolstof en vanadium die hoge snelheidsstaal 6W6Mo5 Cr4V verminderen (code 6W6 of Lage koolstof M2)
ontwikkeld om hardheid te verbeteren. Het hoge snelheidsstaal moet ook worden gesmeed om zijn eenvormig carbide te verbeteren
distributie.
f. Matrijsstaal
Een kleine hoeveelheid andere elementen wordt toegevoegd aan de basissamenstelling van hoge snelheidsstaal, en de koolstofinhoud is
geschikt gestegen of verminderd om de prestaties van het staal te verbeteren. Dergelijk staal wordt collectief verwezen
aan als matrijsstaal. Zij niet alleen hebben de kenmerken van hoge snelheidsstaal, met bepaalde slijtageweerstand en
de hardheid, maar ook heeft betere moeheidssterkte en hardheid dan hoge snelheidsstaal. Zij zijn met hoge weerstand en
staal van de hardheids zijn het koude werkende matrijs, maar de materiële kosten lager dan hoge snelheidsstaal. Het matrijsstaal algemeen
gebruikt in matrijs worden 6Cr4W3Mo2VNb (code 65Nb), 7Cr7Mo2V2Si (code LD), 5Cr4Mo3SiMnVAL (code 012AL), enz.
g. Gecementeerde carbide en staal gecementeerde carbide
De hardheid en slijtageweerstand van harde legering is hoger dan een ander soort matrijzenstaal, maar het buigen
de sterkte en de hardheid zijn slecht. De harde die legering als vorm wordt gebruikt is wolfram en kobalt. Voor de vorm met klein
het effect en de hoge slijtageweerstand, de harde legering met lage kobaltinhoud kunnen worden geselecteerd. Harde legering met hoger
de kobaltinhoud kan voor vorm met hoog effect worden gebruikt.
Gecementeerde carbide het staal-in entrepot wordt gesinterd door poedermetallurgie met ijzerpoeder en een kleine hoeveelheid het legeren
elementenpoeder (zoals chromium, molybdeen, wolfram, vanadium, enz.) als bindmiddel, titaniumcarbide of wolfram
carbide als harde fase. De matrijs van gecementeerd carbide staal-in entrepot is staal, dat de tekortkomingen van overwint
de slechte hardheid en de moeilijke verwerking van gecementeerd carbide, en kunnen worden gesneden, gelast, gesmeed en thermisch behandeld.
Gecementeerde carbide de staal-in entrepot bevatten heel wat carbide. Hoewel de hardheid en slijtageweerstand lager is dan
gecementeerde carbide, zijn zij nog hoger dan ander staal. De hardheid kan 68 ~ 73HRC bereiken na het doven en
het aanmaken.
h. Nieuwe materialen
Het materiaal in het stempelen matrijs wordt gebruikt behoort tot koud werkend matrijzenstaal, dat het wijdst gebruikte matrijzenstaal dat met is
grote dosering. De belangrijkste prestatie-eisen zijn sterkte, hardheids en slijtageweerstand. De ontwikkelingstendens
van koude werkende matrijs is het staal gebaseerd op de prestaties van hoog legeringsstaal D2, dat in twee kan worden verdeeld
categorieën:
1) Men moet de koolstofinhoud en het legeren elementeninhoud verminderen, de distributieuniformiteit van carbide verbeteren
in staal, en verbeter de hardheid van de matrijs. Zoals het van de het vanadiumlegering van Verenigde Staten het Staalbedrijf 8CrMo2V2Si,
Speciaal het Staalbedrijf DC53 van Japan Datong (Cr8Mo2SiV) etc.
2) Het andere staal van de poederhoge snelheid wordt ontwikkeld voor het belangrijkste doel om slijtageweerstand te verbeteren en aan te passen aan
hoge snelheid, automatisch en massaproduktie. Zoals 320CrVMo13 van Duitsland, enz.
Principe van selectie
De redelijke selectie van matrijzenmaterialen en het correcte thermische behandelingsprocédé zijn de sleutel om het matrijzenleven te verzekeren. Voor
het verschillende gebruik van de matrijs, zou op zijn werkende staat moeten worden gebaseerd, voorwaarden en de prestaties van beklemtonen
verwerkt materiaal, productiepartij en productiviteit van de factoren zoals uitvoerige overweging, en
boven vereisten van de prestaties van wat nadruk, en maak dan de overeenkomstige keus van staal en hitte
behandelingsproces.
Wanneer de productiepartij van het stempelen van delen groot is, de stempel en matrijzenmaterialen van de werkende delen van de matrijs
met hoogte zou moeten worden geselecteerd - kwaliteit en goede slijtageweerstand van het matrijzenstaal. Voor de vorm van ander proces
een structuurdeel en het hulpstructuurdeel van het delenmateriaal, zouden ook dienovereenkomstig moeten worden verbeterd. In
de partij is niet groot, zou moeten aangewezen zijn om de materiële prestatie-eisen te ontspannen, om de kosten te drukken.
Wanneer het materiaal door te stempelen wordt verwerkt hard is of de misvormingsweerstand groot is, de convexe en concave matrijs die
van het ponsen zou de matrijs met goede slijtageweerstand moeten worden geselecteerd en met hoge weerstand. Wanneer het trekken van roestvrij staal,
de matrijs van het aluminiumbrons kan worden gebruikt, omdat het betere adhesieweerstand heeft. De koker van gidskolomhulplijnen vereist
de slijtageweerstand en de goede hardheid, zodat de oppervlaktecarburatie van laag koolstofstaal worden gebruikt. Bijvoorbeeld, de leiding
de tekortkoming van het staal van het koolstofhulpmiddel is slechte hardenability. Wanneer de sectiegrootte van matrijzendelen groot is, de hardheid
van het centrum is nog laag na het doven. Nochtans, wanneer het werken aan de pers met een groot zijn aantal reizen,
de goede effectweerstand wordt in plaats daarvan een voordeel. Voor de vaste plaat, de delen van de lossingsplaat, niet alleen om te hebben
genoeg sterkte, en vereist kleine misvorming tijdens het werk. Bovendien koudebehandeling en
cryotreatment, het vacuümbehandeling en oppervlakte versterken kunnen worden gebruikt om de prestaties van matrijzendelen te verbeteren. Voor
koude uitdrijvingsmatrijzen met slechte arbeidsvoorwaarden van convexe en concave matrijzen, matrijzenstaal met goede uitvoerig
de mechanische eigenschappen zoals voldoende hardheid, sterkte, hardheids en slijtageweerstand zouden moeten worden geselecteerd, en
het zou bepaalde rode starheid en thermische moeheidssterkte moeten hebben.
De koude en hete werkende eigenschappen van de materiële en bestaande installatievoorwaarden moeten zouden worden overwogen.
De aandacht zou aan het gebruik van micro-misvormd matrijzenstaal moeten worden besteed om het machinaal bewerken van kosten te verminderen.
Het matrijzenstaal met speciale eigenschappen zou moeten voor de matrijs met speciale vereisten worden ontwikkeld en worden toegepast
De selectie van matrijzenmaterialen volgens de gebruiksvoorwaarden van matrijzendelen moeten zou worden bepaald. Op het gebouw van
voldoend aan de belangrijkste voorwaarden, zouden de goedkope materialen moeten worden geselecteerd om kosten te drukken.![]()
![]()
![]()
![]()
![]()
![]()
Onze producten worden over de hele wereld verkocht. U kunt gerust zijn op het hele proces van onze producten.